
Зміст
- Мова машинобудування
- Основна термінологія проектування та побудови штампа
- Штампувальний прес
- Натисніть Обведення
- Розмір матриці
- Кастинг
- Die Detail
- Фрезерування та механічна обробка
- Основний дизайн
- Порожній малюнок
- Trim Die
- Обрізання сталей
- Обладнання для пірсу
- Die Cam
- Запитання та відповіді
Джейсон Марович працював креслярем та оператором САПР у 1990 - 2005 роках у галузі машинобудування.
Мова машинобудування
Існує така собі псевдомова, яка розроблена у галузі штампування металів. Для неспеціаліста, який ще не з’ясував, як виготовляються деталі з листового металу, слухати, як хтось говорить про це, може бути як слухати когось, що говорить іноземною мовою.
Цей посібник був написаний, щоб допомогти тим, хто хоче знати, про що говорять інженери та робітники заводу, коли вони обговорюють штампування листового металу та верстати, які виконують процеси штампування, формування, обрізки, фланцювання, пробивання та рестрикції листового металу.
Машинобудування - одне з тих ремесел, для повного розуміння якого потрібні роки. Щонайменше грубі знання з металургії, систем тиску, обробки сталі та лиття заліза - все це інструменти, якими володіють конструктори та будівельники штампа.
Комп’ютерні технології дали неспеціалісту можливість переглядати тривимірні моделі штамповочних пресів та штампів. Ці програми віртуального проектування мають вирішальне значення для того, щоб дозволити іншим стежити за різними фазами його проектування та побудови. Але, якщо ви не уявляєте, які компоненти ви розглядаєте або яку мету вони служать, вам буде важко слідувати чиїм-небудь поясненням машини, просто тому, що так багато імен та слів, що використовуються в машинобудуванні, невідомі особа, яка не була тривалим впливом на штампувальну промисловість.
Ще більш базове введення в штампування листового металу в автомобільній промисловості читайте "Штампувальні штампи: Основне пояснення металевих штамповочних штампів"Цей посібник розроблений, щоб допомогти людям зрозуміти найосновніші поняття того, як автомобільна деталь із листового металу переходить від концепції до виробництва та виступає в ролі навчальної статті цієї статті.
Основна термінологія проектування та побудови штампа
Наступні терміни наведені в порядку корисності; їм наказано допомогти комусь, хто не знайомий з механічними типами штампів та їх застосуванням як інструментом для виготовлення штампованих металевих деталей.
Штампувальний прес
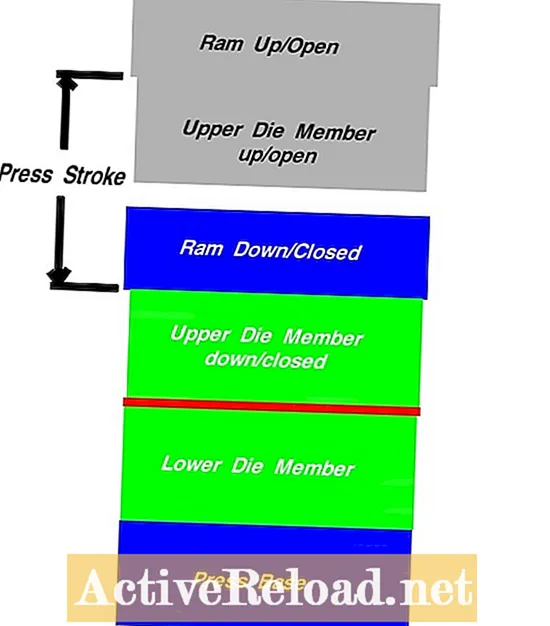
Це машина, до якої кріпиться готовий набір штампів. Дно преса або основа є нерухомим. Верхній баран рухається вгору-вниз і забезпечує тиск, необхідний для формування або утримання металевого місця на нижню половину матриці, яка встановлена на нерухому основу. Верхній штамп кріпиться до барабана, рухаючись таким чином вгору і вниз з ним.
Натисніть Обведення
Барабан преса рухається вниз, доки верхній матриця не закриється на нижній матриці. Потім баран повертається вгору, відкриваючи матрицю і дозволяючи зняти готову деталь. Потім в заготовку поміщають нову заготовку. Кожен цикл вгору і вниз виконується за однаковими характеристиками, залежно від типу преса. Відстань, яку проходить баран або вгору, або вниз, - це хід преса.
Більші преси зазвичай мають більшу відстань ходу. Іншим важливим фактором удару преса є удари в хвилину. Різні преси мають різні варіації швидкості, і два фактори, відстань ходу преса та ходи преса в хвилину, ретельно враховуються перед тим, як інженери штампів почнуть роботу над матрицями, які будуть встановлені на прес-кареті та барабані.
Розмір матриці
Ці розміри, як правило, відносяться до верхньої та нижньої пластин - до решти компонентів матриці прикріплені. Це або набори штампів, виготовлені зі сталі, або взуття з чавуну. Залізо дешевше сталі, тому, якщо потрібна велика матриця, з більшою ймовірністю вона буде виготовлена із заліза. Менші набори штампів виготовляються зі сталі і часто продаються у вигляді комплектів штампів із напрямними штифтами та передбаченими отворами для кріплення або отворами. Розміри матриці включають загальний (о.а.) розмір штампу та розмір штампу. Якщо верхній залізний башмак має товщину 50 мм, довжину 1200 мм і довжину 800 мм, розміри будуть виглядати так: 50 x 1200 x 800. Литі плашки легко можуть бути розроблені на будь-який розмір, тоді як набори сталевих штампів продаються в різних розмірах, правильно, іноді може виявитись викликом.
Кастинг
Коли прийнято рішення сконструювати матрицю із заліза, частини матриці називаються виливками. Сюди не входять стандартні предмети, такі як штамповки або захисні блоки, які зазвичай виготовляються зі сталі. Виливки із заліза - це недороблений метал, який можна обробляти в різних місцях, де потрібна чиста поверхня (тобто поверхня кріплення).
Проектування виливків вимагає від інженера врахування ваги, міцності стінки, розміру серцевини та вартості. Після затвердження проекту відливання його витягують або відокремлюють від загального проекту і надають власний комп'ютерний файл. Цей файл надсилається до ливарного цеху, де заливають залізо з точними характеристиками, наданими їм джерелом проекту. Коли праска охолоне, чорновий виріб тривимірної конструкції готовий до подальшої роботи машиністів.
Die Detail
Зазвичай це виливки, витягнуті із загальної конструкції, як описано вище. Але вони можуть включати сталеві компоненти. Щоразу, коли малюнок або 3D-модель допоможуть будівельникам краще побачити або зрозуміти проект, будівельна компанія може попросити окремі шари або файли, які дозволять їм розглядати будь-які основні компоненти штампа окремо. Наприклад, верхня накладка матриці відливається і обробляється з матеріалу (файли, креслення), який показує її не тільки в тому вигляді, в якому вона встановлена в матриці, але і окремо.
Фрезерування та механічна обробка
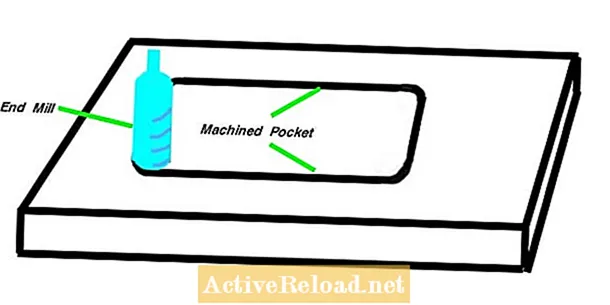
Акт обробки поверхні називається механічною обробкою. Це часто досягається за допомогою обертового металевого різака, який називається млином. Фрези можна використовувати для розрізання кишень на залізо або сталь, створення готових поверхонь за жорсткими специфікаціями та слідування запрограмованих у його комп'ютері шляхів, що дозволяють обробляти великі поверхні годинами, не зупиняючись.
На малюнку вище зверніть увагу на закруглені кути кишені, що обробляється. Якщо немає забігу - способу, щоб шлях різака не мав перешкод при його видаленні або переході до наступної операції - кути будуть округлені до того ж радіуса, що і різак. Ці інструменти не можуть зробити квадратні кути, але для цього існують інструменти для випалювання дроту та інші варіанти.
Основний дизайн
Це стосується практики, яку інженери-конструктори використовують для освітлення металу. Тобто, твердий блок заліза міг бути стертий (полегшений, видаливши частину заліза), якщо це не шкодить міцності заліза всередині матриці. Двома перевагами проектування штампу з інтелектуальним основним планом (багато разів відповідно до стандартів, що надаються організацією, яка замовила деталь) є економічна ефективність заліза та чутливість до ваги штампу.
Порожній малюнок
Це операція, виконувана витяжними плашками. Ці матриці, як правило, є першою або другою матрицею в будь-якому складі матриць. Неформатована заготовка з листового металу завантажується в матрицю і формується відповідно до специфікацій, наведених у файлі даних деталей. Плашки для витяжки використовують тиск для формування металу. Плаваюча нижня колодка, що працює від системи тиску під нею, є невід’ємною частиною будь-якої витяжної матриці.Ця накладка може бути використана для формування металу проти верхнього пуансона або його можна використовувати як кільце для захоплення металу, коли пуансон спускається і формує його.
Trim Die
Цей тип матриці розроблений з акцентом на обрізку непотрібного металу з деталі. Матриці для обрізки можуть бути застосовані для вирізання великих отворів, таких як віконні отвори. Обрізання до готової лінії обробки іноді виконується за допомогою більш ніж однієї плашки для обрізки в лінійці. Дизайнери зроблять все можливе, щоб усі основні операції обрізки виконувались в одній матриці, але іноді це просто неможливо.
Існує три основних типи обробки:
- Груба обрізка: Вирізання матеріалу для досягнення ефективності або доступу під час наступної операції, остаточної обробки.
- Остаточне обрізання: Це операція, коли деталь обробляється до остаточної форми.
- Внутрішня обробка: Зазвичай більш залучений і вимагає планування плану обробки сталевим покриттям, це акт обрізання отворів, які розташовані всередині остаточної лінії обробки.
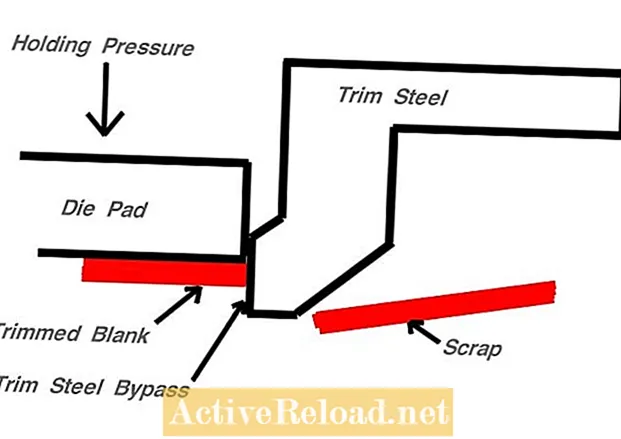
Обрізання сталей
Ці керовані сталеві компоненти мають кріпильну поверхню та обрізне лезо. Леза, встановлені на верхній матриці або кулачку, діють як вершина пари ножиць. Коли їх наносять на метал, вони стикаються з нижньою сталлю, яка виконує роль нижньої щелепи пари ножиць. Сталі вводяться злегка в метал, достатньо, щоб обійти його товщину металу. Лист металу, який відпадає від лінії обробки після обрізки, називається брухтом.
Обладнання для пірсу
Коли в панелі потрібні менші отвори, такі як круглі або квадратні отвори, використовується штампувальний штамп (встановлений у фіксаторі матриці, який, у свою чергу, кріпиться до закриває поверхні матриці). Ці загартовані сталеві пуансони можна заточити так, щоб один пуансон пережив всю процедуру штампування, іноді десятки тисяч ударів. Обладнання для проколювання зазвичай відноситься до чоловічого пуансона, жіночої кнопки, а також кріпильних фіксаторів.
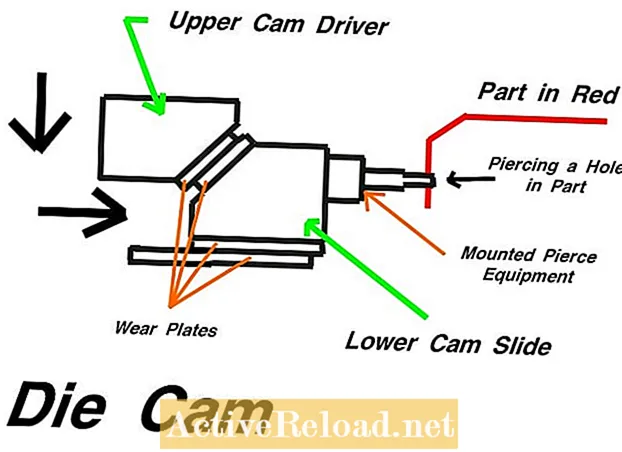
Die Cam
Це механічний пристрій (див. схему нижче), що дозволяє виконувати операцію штампу будь-яким способом, відмінним від прямого вгору та вниз. Кутова поверхня може бути оброблена на поверхні матриці для розміщення кулачка кулачка, половини кулачка, який насправді може рухатися більш горизонтально. Кутова поверхня водія кулачка закривається на кутовій поверхні кулачка кулачка, змушуючи нижню половину ковзати в заданому напрямку. Наприклад, пуансон, встановлений на лицьовій частині кулачкового ковзання, може натискати вперед водієм кулачка, щоб він пробив отвір горизонтально в листовому металі.
Очевидно, що оскільки ті, хто цікавиться розробкою штампів, вивчають більш просунуті процеси штампування, вони будуть піддаватися дедалі новій термінології. Оскільки для виготовлення деталей потрібно так багато людей, які займаються різними ремеслами, є можливість для більш амбіційних вивчити не лише словниковий запас у своїй галузі, але й у кожному з додаткових процесів.
Добре освоєний інженер-виробник зрозуміє дорогу, яку проходить заготовка з листового металу, щоб дістатися до готового продукту. Машини, побудовані для виробництва цих деталей, проходять процес, настільки ж цінний для інженера, який хоче поговорити про виготовлення деталей на всіх рівнях.
Ця стаття є точною та вірною, наскільки відомо автору. Вміст призначений лише для інформаційних чи розважальних цілей і не замінює особистих порад чи професійних порад у ділових, фінансових, юридичних чи технічних питаннях.
Запитання та відповіді
Питання: Що таке хранитель "Ялікоаль"? Я не уявляю, як це пишеться. Йоличко?
Відповідь: Назва компанії - Jolico. Ви можете знайти та замовити блоки їхніх зберігачів у їхній книзі стандартів.

